- 용접기술
용접기술
- 제품소개
제품소개
- 시스템
시스템
- 고객서비스
고객서비스
- 기업소개



재료

- 용접기술
- 재료
- 인코넬
물리적 성질
인코넬은 니켈계 초내열 단조합금으로 거의 모든 용접 프로세스로 용접이 가능합니다. 주로 많이 사용하는 합금은 용융점 1,290-1,350ºC의 인코넬 625로 니켈 61%, 크롬 21.5%, 철 2.5%을 함유하고 있으며 그 다음으로 주로 사용하는 인코넬 718에는 니켈 52.5%, 크롬 19%, 철 18.5%이 포함되어 있으며 용융점은 1,260-1,335ºC입니다. 인코넬은 내식성, 내열성, 기계적 강도가 뛰어나며, 특히 고온 900ºC 이상에서도 산화되지 않아 내산화성이 좋습니다. 이러한 우수한 성질 때문에 클래딩 용접에 주로 적용되며, 비교적 저렴한 탄소강, 저합금강에 인코넬 625와 같은 용가재로 클래딩 용접하여 마모성, 부식성과 같은 성질을 개선합니다. 주로 오버레이 용접이 적용되는 제품으로는 밸브 태핏, 밸브 보디, 매니폴드, 열교환기 배관, 맴브레인벽, 터빈축 등이 있습니다.
사전작업
인코넬을 이용한 클래딩 용접을 위해 예열을 하기 전 모재 표면이 깨끗해야 합니다. 모든 산화 불순물을 용접 전 제거하여 균열 발생을 방지하고 용접부에 산화물이 없도록 해야 합니다. 용접으로 가열되는 부위의 모재 양쪽 모두 깨끗해야 합니다. 먼지, 기름, 그리스를 아세톤 또는 무독성 용제로 닦아 제거하며, 마킹잉크는 알코올로 제거하고 산화물은 그라인딩으로 제거합니다. 가공표면에 용접을 하여 용접 결함이 없도록 합니다.
용접부에 기공을 발생시키는 습기가 응축되는 것을 방지하기 위해서 용접부 양면을 가열합니다. 니켈합금은 대부분 고용화 열처리 상태에서 용접합니다. 높은 잔류 응력을 유도하는 작업을 했을 경우 석출경화 합금은 어닐링(풀림)을 해야합니다. 육성용접에서 다음 패스를 용접하기전 앞서 용접한 층의 표면최저온도를 층간 온도라고 불리는데 층간 온도를 포함하여 용접부의 온도가 150ºC이하로 유지되어야 합니다.
클래딩 용접에서 가장 중요시되는 부분이 희석률입니다. 희석은 모재 용접 금속과 용가재가 서로 용융하여 혼합하는 현상을 일컫는데 이의 정도를 희석률로 나타냅니다. 용입량을 용착금속의 면적과 용입량을 합한 값에서 나누어 퍼센티지로 계산할 수 있습니다. * 희석률은 요구하는 제품 규격에 따라 다소 차이가 있으며, 대부분 13-15%정도의 희석률로 제한했던 이전과 달리 지금은 주로 5-7%로 제한하고 있음으로 입열을 최소화하여 희석률이 허용 값 이내에 들어가도록 낮추는 것이 중요합니다.
* 희석률 = [용입량/(용착금속의 면적+용입량)] × 100용접 시스템 필수 요소
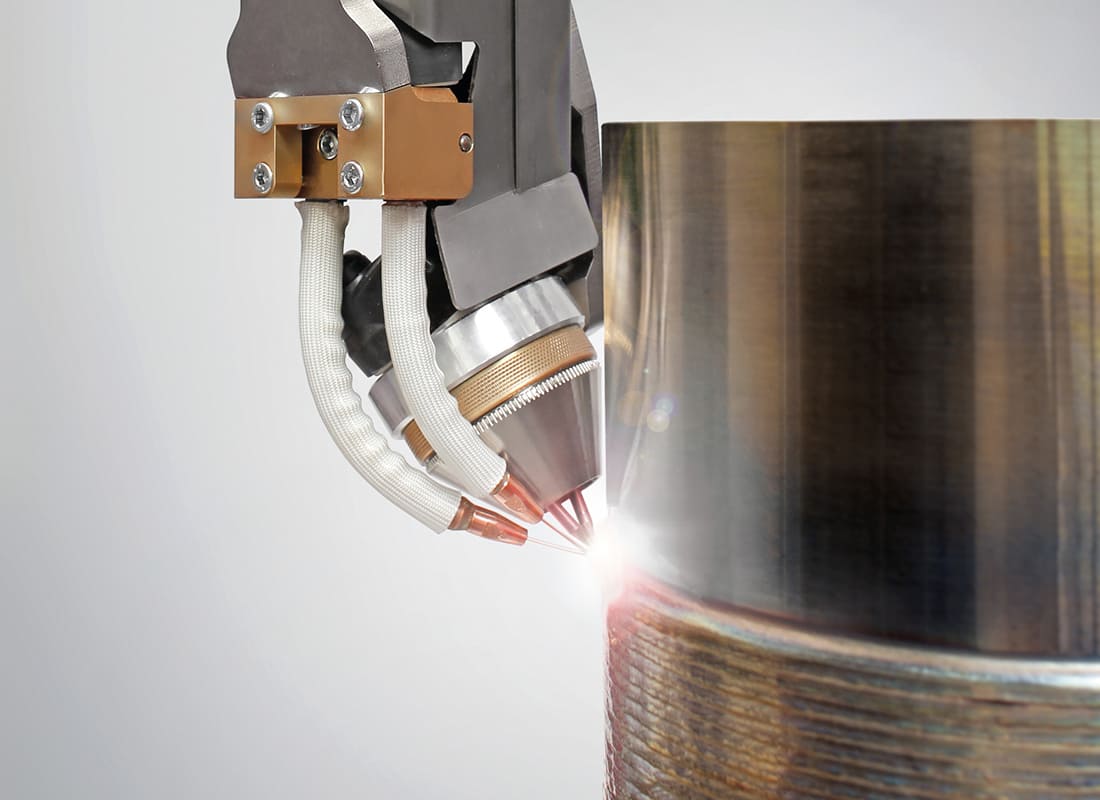
일반 TIG 프로세스는 용접속도가 낮아 스피드 트윈 토치 시스템 (윗 사진)을 사용하여 클래딩에 적용하지만 TIG용접은 입열이 높기 때문에 희석률이 상대적으로 높다는 것을 감안해야 합니다.
입열을 최소화하기 위해서 가장 적합한 저온 프로세스는 CMT 클래딩입니다. 와이어가 인칭하여 단락이 발생하는 순간 와이어가 후진하여 아크가 점화하는 구간의 입열을 최소화하고 전류를 낮게 유지하여 스패터가 없는 아크 이행이 가능합니다.
이렇게 와이어를 인칭하고 역인칭할 수 있도록 PushPull 시스템을 적용합니다. PushPull 시스템에는 와이어 전진 및 후진과 같은 다이나믹한 송급을 제어하기 위해 CMT 전용 토치 드라이브, 와이어 버퍼, 와이어 피더기를 사용합니다. CMT 토치 드라이브는 와이어를 밀고 당기는 역할을 해주며, 와이어 피더기에서 송급해준 와이어를 중간에서 조정해주는 역할을 와이어 버퍼가 합니다.
- 제품소개