- 용접기술
용접기술
- 제품소개
제품소개
- 시스템
시스템
- 고객서비스
고객서비스
- 기업소개



재료

- 용접기술
- 재료
- 알루미늄
물리적 성질
순수 알루미늄(Al99.5)은 강도와 경도가 낮지만 철, 구리, 마그네슘 등과 고용체를 만들어 합금 함유량에 따라 기계적 성질을 개선할 수 있습니다. 알루미늄 합금의 주요 요소 및 특징은 다음과 같습니다.
-
- 마그네슘 (Mg)
- 0.3-7% 높은 강도, 미세한 결정립으로 기계적 성질 개선
-
- 망간 (Mn)
- 0.3-1.2% 우수한 방식성, 높은 강도
-
- 구리 (Cu)
- 대략 5% 높은 강도, 방식성 떨어짐, 경화에 주효
-
- 규소 (Si)
- 주조용 알루미늄 합금 12% 함유, 용융점 577ºC로 낮음, 굵은 결정립
알루미늄 용접이 어려운 이유는 표면에 생기는 산화알루미늄(Al2O3)의 얇은 보호 피막의 용융점이 대략 2,015ºC인데 비해 알루미늄 합금에 따라 용융점이 대략 650ºC로 낮기 때문입니다. 보호 피막은 알루미늄 내부 산화를 방지한다는 점에서 유용하지만 아크 용접 시 산화피막에 있는 결정수가 용접 중 분해되어 방출된 수소가 기공을 만들기 쉬워 산화피막이 제거되어야 합니다.

사전작업
- 용접을 하기 전 아세톤, 벤센, 알코올등의 유기용제를 사용하여 모재에 있는 먼지 등 불순물을 제거합니다.
- 깨끗한 스테인리스강으로 만들어진 와이어 브러시나 줄 등으로 연마하여 용접부의 오염물을 제거합니다.
- 알루미늄은 스틸보다 열전도성이 3배 빨라 예열이 가능한 알루미늄 합금일 경우 120ºC의 최대 온도에서 예열이 필요합니다.
- 알루미늄 작업공간은 깨끗해야 하며, 스틸 용접을 포함하여 스틸로 작업하는 공간과 철저히 분리되어야 합니다.
- 스틸에 사용했던 공구를 알루미늄과 같이 사용해선 안됩니다.
- 모재는 수직으로 충분한 거리를 두어 보관해야하며, 충분히 환기가 되어야 하며, 서로 접촉해선 안됩니다.
- 용접하는 공간 그리고 모재와 용가재를 보관하는 공간은 습도와 온도가 제어되는 공간이어야 하며, 불순물로부터 항상 보호되어야 합니다.
- 용가재를 밀봉하여 보관하며, 1년이상 방치해선 안되며, 불순물로부터 항상 보호되어야 합니다.
- 알루미늄은 노치에 아주 민감하기 때문에 금긋기 바늘, 하이트게이지, 펀칭으로 표시해선 안되며, 연필을 사용하여 표시합니다.
용접 시스템 필수 요소
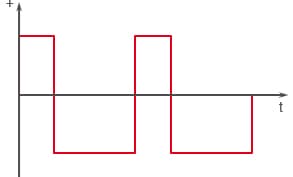
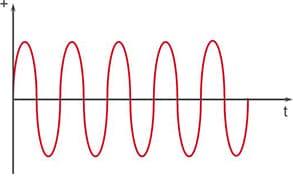
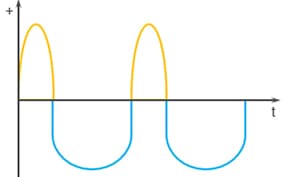
AC (교류) TIG 용접 시 텅스텐 용접봉의 전극이 양극에서 음극으로 계속 변환합니다. 텅스텐 용접봉이 양극일 때 음극 전자가 모재에서 텅스텐 용접봉으로 이동하여 산화피막을 제거합니다. 이러한 현상을 청정작용이라고 합니다. 텅스텐 용접봉이 음극일 때 전자가 모재로 이동하여 입열을 형성하여 용접 비드에 필요한 용입이 생성됩니다.TIG 용접기 iWave는 교류 전류를 사용하여 용접이 가능하여 알루미늄 용접에 적합합니다. 교류를 생성하기 위해 교류 용접기 내부에 인버터가 장착되어 있습니다. 전류가 일정하게 양극에서 음극으로 흐르면 구형파(왼쪽)가 생성되어 아크를 안정적이게 점화하지만 청력보호구가 필요할 정도의 소음이 납니다. 그에 비해 정현파 아크 (가운데)는 불안정적이지만 소음을 적게 방출합니다. 대부분의 알루미늄 용접에서는 정현파와 구현파의 조합 (오른쪽)이 적당하여 모서리가 둥근 구현파를 음극 반파 전류로 양극 반파 전류를 정현파로 용접합니다. 다양한 파형을 용접기에서 설정하여 사용이 가능합니다.iWave 제품 페이지 보기
교류 용접 시 안정적인 아크와 아크를 제어하기 위해 텅스텐 용접봉의 끝부분이 둥그런 모양이어야 합니다. 이러한 둥그런 모양의 끝부분을 "캡" (Cap)이라고 불립니다. 이전에는 캡 모양을 형성하기 위해 여러작업이 필요했지만 지금은 용접기에서 텅스텐 용접봉 직경에 따라 특정 시간내에 전류가 용접봉으로 흘러 자동으로 캡을 형성하는 기능이 있습니다.
스틸 와이어에 비해 알루미늄 와이어는 연질이기 때문에 특히 와이어 송급 길이가 3.5m이상인 곳에는 원활한 와이어 송급을 위해 PushPull 용접 시스템을 사용합니다. 4개의 롤러가 장착되어 와이어를 밀어서 송급하는 와이어 피더기와 토치에 드라이브가 장착되어 당겨주는 시스템으로 원활한 와이어 송급을 도와줍니다. 알루미늄은 열전도율이 철(Fe)보다 3배 정도 크기 때문에 열전도가 빠르며 열이 넓게 퍼져 온도가 상승함에 따라 팽창이 일어나면서 열변형을 초래하기 때문에 MIG 용접 시 펄스 프로세스를 사용합니다. 그 외에도 산화피막 청정작용을 위해 펄스 프로세스를 사용합니다. 베이스 전류 구간에는 모재를 예열할 수 있는 정도의 낮은 전류를 사용하고 펄스 전류 구간에서 용적 이행이 이루어져 용입을 형성하기 때문에 모재의 열 확산을 줄여 변형을 감소시킵니다. 추가적으로 외형 비드를 중요시할 경우 TPS/i 펄스 패키지에 포함된 싱크로 펄스 기능을 사용하거나 PMC 용접 패키지에 포함된 PMC 믹스 드라이브를 이용하여 TIG와 같은 물결모양의 비드를 만들 수 있습니다.
TPS/i PushPull 제품 페이지 보기 - 제품소개